Over the last decade there has been an increasing interest in the use 3D printing for concrete structures. After attending the “International workshop on advances in 3D concrete printing and construction automation” held at the University of Loughborough on 16th May 2019, this post provides some of my thoughts on this technology.
ACORN has quite deliberately decided not to consider the 3D printing of concrete but may consider 3D printing of formworks, components, or reinforcement. In this article I will examine some of the reasons for this decision, looking at each from an environmental, whole life, and cost perspective.
1 Research goal
The broader research goal of ACORN is to create concrete structures that use the minimum material resource to achieve an appropriate level of whole life performance.
This means that each concrete structure should be both beautiful and durable, as well as strong enough and stiff enough. Individual components and entire buildings should be produced in a way that is more reliable, more productive, and safer than current best practice. Each step of the design, manufacture, assembly, and use cycle should be measured against strict environmental criteria as well as the extent to which our Construction 2025 targets are being met.
1.1 Questions
In thinking about this article, here are a few key areas which I feel 3D printing of concrete needs to address:
What are the impacts of removing formwork?
How is reinforcement incorporated into the 3D printed element?
Is the cement content of the extrusion material reasonable and justifiable?
Does 3D printing produce optimal geometries?
Is the resulting element aesthetically pleasing?
How do 3D printed components sit within the broader framework of the building façade, services, and finishes?
2 Materials
2.1 Concrete
Concrete is a material that appears to me to be ideal for manufacture of components by a casting process. It is a fluid material - a composite of widely available constituent materials of aggregate, sand, water, and cement. In simple terms, if we make a mould of any shape, and fill it with concrete, the resulting element will reflect the shape of the box. This is a very simple and easy to communicate process.
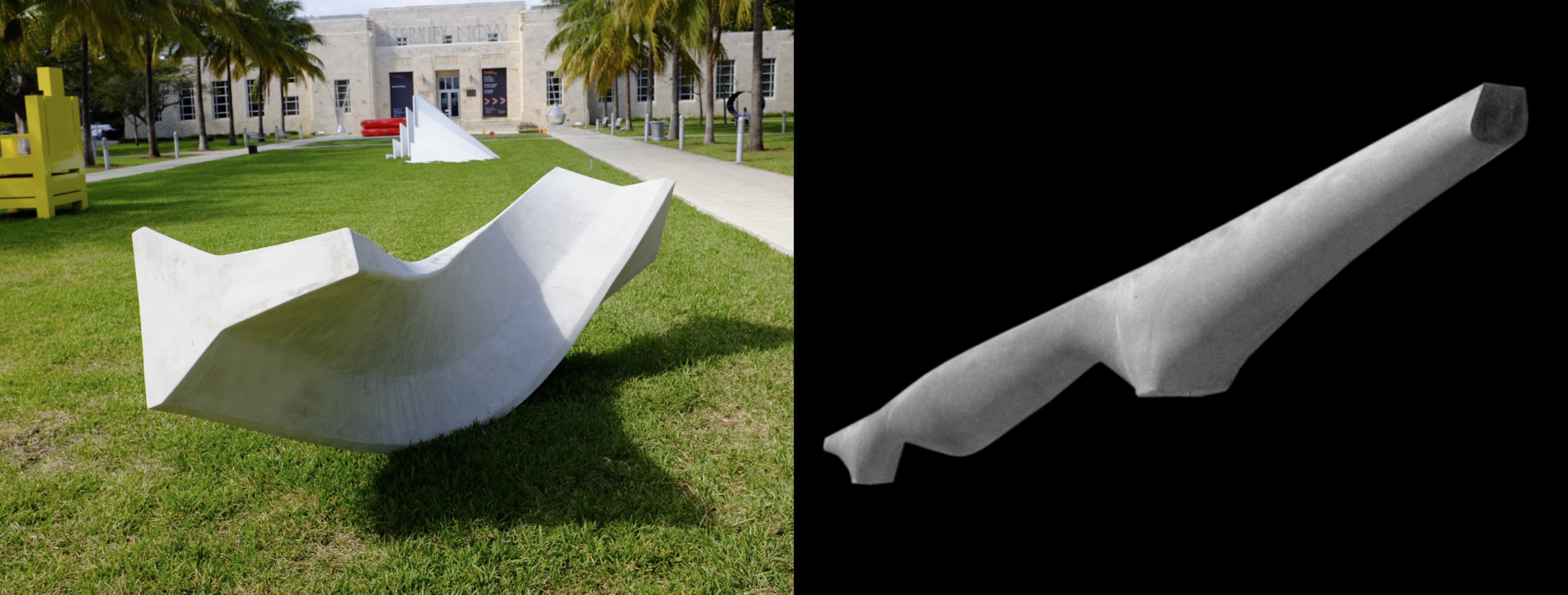
Figure 1: Concrete simply reflects the mould – so we should make the mould such that the resulting element is structurally appropriate, using the right amount of material, and no more.
The environmental impact of concrete (see www.MEICON.net) arises largely from the cement, the manufacture of which accounts for 5-8% of global CO2 emissions. My opinion is that concrete structures should thus aim to minimise their cement and material content by optimisation at three highly interlinked levels:
Global layouts:
Choosing the arrangement of beams and columns (the structural grid) that minimises material requirements;
Individual members:
Ensuring that each individual member is designed for appropriate SLS and ULS requirements, and has a design utilisation ratio for both ULS and SLS that is approximately equal to 1.00 (in Eurocode speak, Ed = Rd and Cd = Rd
Material:
Designing a concrete mix that achieves required strength and durability requirements with minimum (not the same as code prescribed minimum) cement content.
2.2 Formwork
The casting of concrete into rigid steel and timber moulds is very old technology (the Romans did something very similar). Using flat panel materials of steel and timber has given us a strict vocabulary of prismatic elements for concrete structures, but these shapes are often structurally inefficient. Ease of casting has always won over material consumption. Yet material savings of 30-50% of concrete are possible. Given the huge environmental impact of using too much cement, it seems to me we can no longer justify doing something simply because it is easy – we must make structures that minimise whole life carbon. If this requires a revolution in casting technology, great.
Taking beams as an example – if they had constantly varying cross sections, using the material they need and no more, responding to the SLS and ULS requirements, we could save considerable amounts of concrete. Yet such shapes are very difficult to make with conventional formwork. An alternative formwork technology that aims to address is fabric formwork - see the wonderful work of Mark West, and many others on this topic.
3D printing of concrete normally does away entirely with any formwork. This is an advantage, but adds a difficulty as the fluid, wet concrete must be sufficiently stable to hold itself up immediately as it exits the extrusion nozzle. In contrast to hot plastics, which cure immediately, concrete does not. There has thus been extensive and highly sophisticated research to develop concrete rheology such that this is possible. The upshot of this is that the material being extruded is fine grained, with high sand (which is scarce in some parts of the world) and binder (cement, fly ash, silica fume) contents.
The extrusion of the mix from a nozzle does not necessarily mean that we can make the geometrical forms we need for structural optimisation. The shapes must be stable during the extrusion process, and thus overhangs or inclined surfaces are difficult. Many 3D printed concrete structures are prismatic (common examples include 3D printing the walls of an entire house). Since such use of material would not be structurally required as there is no need for an entire house to be built from concrete, then from an embodied carbon perspective it is very important to understand these processes.
Research Question 1. If concrete is suited to casting processes, what advantages can 3DP bring?
RQ2. What geometries or classes of structures should we be using 3DP for?
RQ3. Do 3DP concrete mixes have a higher embodied energy than “conventional” concrete mixes?
RQ4. Could the formwork be 3D printed, but not the concrete?
If you watch the videos linked below, you will see that the inclusion of reinforcement is another large challenge for 3D printing.
https://www.youtube.com/watch?v=UFWg6Qb8yYI
https://www.youtube.com/watch?v=DQ5Elbvvr1M
2.3 Reinforcement
Unreinforced concrete is sometimes useful in funicular structures that experience only compression but has relatively little use where any tension will be present. Since the majority of concrete is used in bending elements, we must assume that the bulk of concrete needs some tension capacity – and hence either reinforcement or prestress must be present.
Concrete reinforcement is mostly made of steel bars, which usually run in two orthogonal directions within the elements. Since 3D printing is undertaken mostly in horizontal layers, there is immediately an issue with the inclusion of vertical reinforcing bars. To get around this we have some options:
Use only bars only placed parallel to the 3D printing layer direction, which can be laid down in between the layers of 3DP
3DP around a conventional reinforcing cage
3DP the concrete and the steel at the same time, from the same machine.
Option 3 might be physically impossible, since steel 3DP is a hot dry process, while 3DP concrete is a cold wet process.
Option 2 is possible, and has been demonstrated, but requires the element to be relatively thin, so that the material can be extruded from either side of the cage. The video here: https://www.youtube.com/watch?v=i0u7AxA6ezE shows possibly the best example I am aware of for this. As you can see, there is still some use of “formwork” by the workers during the casting process.
Option 1 could have potential, for some types of elements. Examples might include a thin shell or plate elements, where reinforcement in two orthogonal layers (as a mat) could be placed between successive layers. How these are then assembled into a structure would be a further question.
Option 1 could be applied to some types of beams, if they were to be printed in a specific fashion such that the “vertical” bars (for shear) were placed between printing layers – i.e. to print the beam on its side. This might be possible for some small elements, but many reinforcement cages for real structures are extremely complicated and packed densely with bars.
RQ5. What type of reinforcement is appropriate for concrete printing?
RQ6. For real structures with dense reinforcement cages, what role can 3D printing play?

2.3.1 Prestress
The discussion above leads to a possible conclusion that 3D printing might be good for the concrete, but any attempt to include complex geometry steel reinforcement does not yet appear to be possible. Perhaps instead we could print elements that are then post tensioned together. This concept has been demonstrated by Eindhoven- https://www.youtube.com/watch?v=-q4PjL6pFao.
Printing complex geometries without formwork, and assembling them together with prestress, does seem to make a more attractive proposition than the use of passive reinforcement. Such an approach does introduce secondary processes: lifting and moving printed blocks, assembling them, prestressing them. In addition, most prestressed concrete elements also need to include some passive reinforcement, and this returns us to the challenges outlined above. Work at Eindhoven has included rolling thin steel wire into the printed layers, as a possible solution.
RQ7. What are the limits on geometry and structural capacity for 3D printed post tensioned elements?
3 Aesthetics
There are many good reasons to expose concrete. Internally, it provides thermal mass, can be acoustically tuned, and when made well is visually beautiful. Externally, it is a durable material and, again, if made well is visually striking.
3D printing of concrete has produced a new aesthetic for concrete. Layers of material extruded without formwork result in a particular surface finish. The smoothness of cast concrete is replaced with something quite different. In my opinion, these surfaces are the kind of surfaces that immediately will be covered up – both internally and externally. So, whilst cast concrete can be “visual” quality, exposed internally and used as an architectural statement, I do not yet feel the same is possible for most 3D printing processes.
The result is the need for a secondary process – either to finish the concrete surface with trowels, or to cover with another layer of material. This visual surface is effectively replicating what happens if you are to cast concrete into a mould.
To avoid any issues I haven’t put images of 3D printed concrete here, but you can easily search on Google for “3D concrete printing” or similar and you can decide for yourself.
One of the most exciting processes I have seen that could address this is Smart Dynamic Casting from ETHZ: https://dfabhouse.ch/smart-dynamic-casting/. This process is a continuous slip forming – appropriate for long thin elements and gives a high quality finish.
4 Summary
To summarise, my concerns with 3D printing are:
Aesthetics;
Geometry;
Printing structures with mass concrete walls is not a good use of materials;
Prismatic shapes may be more easily made in a conventional mould;
Reinforcement
Beyond a trivial level, reinforcement is very difficult to add due to the layering;
Whole life carbon
Sustainability of the mixes being used;
End of life deconstruction of mass printed objects without joints;
Integration of 3D printed elements with other components – facades, services, internal fittings
Casting
A material suited to casting into a mould (which should be the right shape) has been squeezed into a printing process. Should we focus on printing reinforcement, or moulds, over the concrete itself?
Replicating processes
Is 3D printing of concrete trying to replicate casting of concrete? And if so, why? Should 3D printing of concrete be something completely different, rather than a replica of our current processes? What type of structures is it really suited to?
You may disagree with my comments above. I would love to hear from you. Please email me jjo33@cam.ac.uk.